
KARANGAHAKE the years of the gold 1875 -1935
In this chapter we look at the methods used to work the mines, the operation of the Batteries, and the story of some of the men who spent their lives working the Karangahake Mines.
METHODS OF BREAKING OUT THE REEF
Hand Drilling: This was a tedious job. Two men would be working together on a "face", one to hold and turn the drill and the other to strike. Each had to have great faith in his mate, for a six or eight pound hammer coming in on a four foot swing to hit the size of a penny in candle light, meant that both men had to be steady and sure. Mates on these jobs often worked together for years. They got to know intimately, not only themselves, but also the nature of the country and the danger sounds of the ring of the stone above or around them.
When the holes were drilled, a meticulous system was planned. The depth and spacing was worked out, for each shot had to fire in its correct order. The men retired to a safe distance, and each man counted the shots. In the event of doubt as regards a mis-fire, no one approached that "face" for a good period in case of a delayed fuse—burn, or some similar reason. Sometimes the fumes might take an hour or so to disperse, depending on ventilation. Normally it was the practice to fire a round of holes about an hour before the "end of shift", or knock-off time. This gave the opportunity to locate and de—fuse or detonate any mis—fire before the next shift of men came on. Considering the hundreds of shots fired in a mine each day, very rarely was there a fatal accident that could be blamed on the carelessness of a previous shift. Each man knew that not only his own life, but also those of a number of men depended upon his own carefulness.
Machine Drilling: The Popper Drill was a machine driven by compressed air. It was much larger but very similar to the modern drill often seen on road works or in the demolition of concrete buildings. These drills could penetrate to a depth of 10 feet or more. The drill itself was hollow and the fine hole enabled water to force the dusty drillings up and out of the hole in the form of mud. In the earlier years the dust was continually blown out by air pressure, and this was the main cause of what in those days was called "Miners' Complaint". The compulsory use of water in these drills was written into the Mining Laws after the turn of the century, and is a law most strictly enforced in quarries and all internal or confined spaces to this day.
The Compressor Plant of the Talisman Mine was situated just over the present pipe bridge and on the left. There are still to be seen the massive concrete foundations and huge bolts that held down the compressors. Later the Dubbo Company built its Battery over this site.
The air from these Compressors was piped to a "balancing" tank at the mouth of No. 8 Level, and thence piped into the mine to the working faces.
POWER FOR MACHINERY
Of course we must realise that we are dealing with the period prior to the use of Hydro—Electric Power.
Both the Talisman and the Woodstock used steam, and water turbines for power. Steam, mostly to run the Compressors and the shaft—winding gear, and the turbines to run the mill machinery. The Talisman drew its water from a low dam just below the narrow canyon in the Waitawheta Gorge, and the Woodstock from a similar dam just upstream from the Railway Bridge on the Waikino side of the Karangahake Gorge.
These dams were built of timber, and were not more than 12 feet in height -if that, and the water flowed through pipes 30 to 36 inches in diameter. In those days the total cost of both dams and pipelines would be about $1000. The Talisman was most fortunate in that its dam was only about 600 yards upstream.
The Crown Battery machinery was driven by both steam and the Pelton Wheel. Its water supply came from a long way up the Waitawheta Stream and followed down the tram track in a nine or ten inch pipe. Coming as it did from a great height, it developed its greatest pressure at its lowest point - the Battery.
With a turbine, pressure is not necessary, but volume is, and this volume must remain constant. For instance, if the pipeline were to be only partly filled with water, a surge will develop, and immediately the turbine will begin to run erratically and lose power.
With a Pelton Wheel, height of intake is the essential necessity.
VENTILATION
Since there were many thousands of feet of drives or tunnels travelling in different directions underground, some method of air movement had to be arranged in order to get rid of foul air, particularly from blasting. In many mines air was driven in through a large pipeline by fans from outside. As well, connections were made between each level — "winzes", and most of these had a rough ladder so that a man could go from level to level without having to go right out to the mouth.
Other connections called "passes" were used solely for the passing of ore down to a lower level, so that the trucks from one drive could handle the ore from several working "faces" up above. Ore from deep down was handled in a similar way and the "cage" could draw off from each level and haul to the main aerial or tramway level.
TREATMENT OF ORE
So far we have dealt only with the "mining" of the ore. The heaviest of man's labour - the drilling, the heaving of the broken reef into trucks, and the pushing of these along many feet to a "pass", or to the shaft for haulage to the surface - is over.
There now remains the action of recovering the precious metal from the material. The scene changes from man—power to mechanical power.
From now on, economy is the keynote, and movement by gravitation is the answer, for the stone eventually adds to the sands of the sea, and the gold finally ends up deep in the vaults of a Bank.
Since we are dealing with past history of a definite area, we must describe the treatment as it was at the turn of the century.
Battery Site: This was always as near to a good supply of water as possible. Second consideration was proximity to the Mine, and thirdly at a point where the ore could be most economically handled. In every respect the Karangahake area was ideal in having all three.
Typical Battery Layout: The side of a hill gave the best position, as, with a reasonably small amount of excavation, a sufficiently firm foundation could be prepared for each floor level.
Top Floor: Breaker Floor. The number of floors was a minimum of five. On the top floor, the ore, as received from the mine, was passed through "stone—breakers" into a large hopper or holding bin.
Second Floor: Stamper Floor. From this floor the stamps could be stopped or "hung up", either individually or in batches of five or ten. One man could comfortably handle 20 head of stamps, as his main work entailed oiling, bearings, keeping a check on the ore passing to the mechanical feeders, and watching for any mechanical faults. The stamps were raised by cams on a shaft and dropped at intervals, the usual order of "fall" being 1,4,2,5,3. The centre stamp of each section of five activated the mechanical feeder by a system of levers, so that the ore passed into the stamper box fairly evenly.
Third Floor: Amalgamation Floor. Here we are on the final crushing floor where we see the stamper box and the copper plates. Water is, of course, flowing into the box with the ore. As the centre stamp falls it splashes the ore outwards, and in their turn, the others splash it back so that the ore is constantly under pounding and movement.
In front of the box is a screen through which the pulp is running, and this fine sand and water, flows over gently-sloping copper "plates" which are coated with mercury. The loose gold is caught by the mercury, and is now termed "amalgam". At the lower end of the plates are two recesses which will catch any amalgam that slips off the plates. The sand and water pass off into a trough or "launder", which delivers into the vats.
Fourth Floor: Cyanide Treatment. Here are the great vats, usually about 16 feet in diameter, and around four feet in depth. On the bottom, a false floor of wooden slats is laid, and this is covered with heavy canvas. As the vat is being filled with the sand and water, cyanide (potassium) is added in a pre-determined strength. The sands in the vat are continually kept in motion by agitation, either by paddles driven mechanically, or by the bubbling action of compressed air. This motion allows the cyanide solution to act efficiently, and also allows a better percolation of the solution through the false canvas floor. Assay samples are taken at periods in order to test for efficiency.
Fifth Floor: Precipitation Floor. We have now come to perhaps the most interesting part of the treatment of gold-bearing ore.
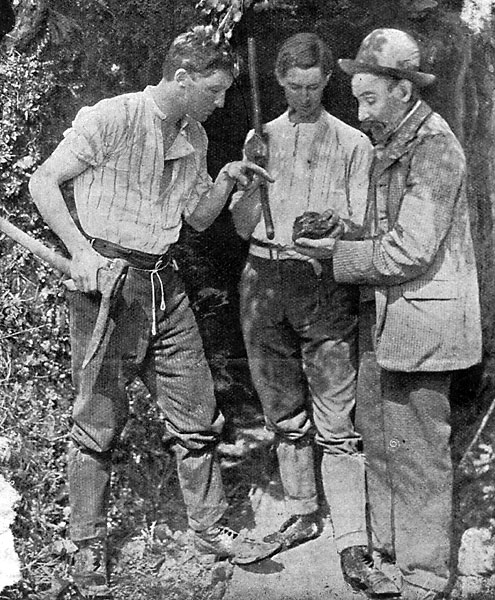
"Struck it Rich": A find of "New Chum's Gold" at Karangahake. Eric McAllister (Chemist), Billie Davidson (Draper), Joe Hemus (Musician).
KARANGAHAKE the years of the gold 1875 -1935
When molten and poured, the gold and silver, which we now refer to as "bullion", sinks to the bottom of the mould. The fluxes form the "slag" -the familiar green, black and brownish glass, to be found at times around Batteries. The pouring demands care, for a careless pour will result in globules of bullion being held within the 'slag. Such slags should be retreated — generally through a berdan.
The bullion in its bar form, is ready for delivery to Bank or Refinery and its gold and silver content is ascertained by Assay.
Cyril Gwilliam.